

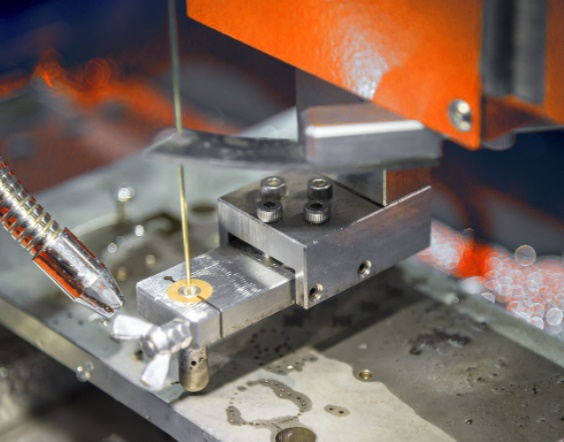
EDM drilling machines are different from wire-cut EDM and die sinker, the electrodes are hollow copper bars. The working fluid through the hollow of copper bars and discharges with work piece, erodes the metal to achieve the purpose of perforation.


| Work Piece | Material | Hard alloy |
 |
Height | 9.0mm |
| Diameter | 5.0mm | |
| Stable Machining Current | 40A | |
| Machining Time | 10 minutes | |
| Machining accuracy | 5.0±0.06mm |
RK-D is suitable for processing ultra-deep micro-holes of various conductive materials, such as stainless steel/ hardened steel/ hard alloy/ copper/ aluminum, such as wire-cut initial holes, nozzle holes, filter holes, pores, and group holes.
|
Initial holes of wire-cut work piece |
Holes of nozzle |
 |
 |

Main Features
Use an electrode with a diameter of 5mm to process tool steel with a diameter of 9mm, and the processing time is 9min.
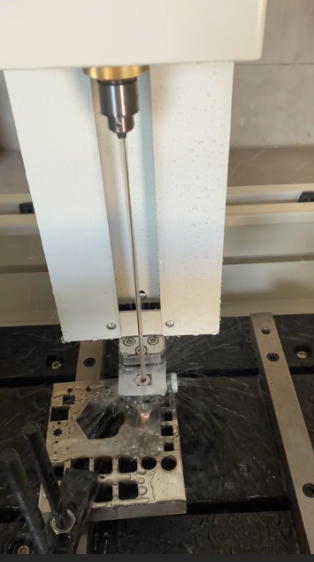
Electrodes machining method is rotary drilling in work piece, the machining current is stable at 40A, and can be increased to 50A.
-- The ratio of depth to diameter exceeds 300:1.
 VS
VS 
Technical Parameters
| Item | Unit | RK-D 400 | RK-D 500 |
| Work table size (L×W) | mm | 320*420 | 400*600 |
| X/Y travel (manual) | mm | 300*400 | 400*500 |
| Z axis travel | mm | 360 +350 | 380+350 |
| Overall dimension(W×L×H) | mm | 1000x1000x2100 | 1080x1040x2280 |
| Machine weight | kg | 530 | 600 |
| Distance between guide and worktable | mm | 0.2-360 | |
| Max. load on work table | kg | 200 | |
| Electrode diameter | mm | Φ0.3-Φ3.0 (optional: Φ3.0-Φ6.0) | |
| Max. speed of spindle | mm/min | 500 | |
| Swivel head rotation speed | rpm | 20-120 adjustable | |
| Digital display | 0.001mm | 3 axes digital | |
| Max. machining current | A | 30 (optional: 60) | |
| Total input power | KW | 3.1 | |
| Power supply | V/HZ | 380/50 | |
| Working liquid tank volume | L | 25 | |
| Max. working liquid pressure | MPA | 7 | |

